
| 岺嶌偺晹壆俿俷俹偵栠傞 | HOME傊 |
僇儚僒僉嬻椻GP倸1100偺妱傟偨僗僀儞僌傾乕儉偺
廋棟偺偍榖丂偦偺俀丂丂丂丂丂丂丂丂丂丂丂丂偙偺偍榖偺巒傑傝偼偙偪傜偱偡丏
丂嬤偔偺僶僀僋壆偝傫偐傜埶棅偝傟偨僇儚僒僉偺嬻椻俧俹倸1100偺僗僀儞僌傾乕儉偺僄僉僙儞僩儕僢僋晹偺
僋儔僢僋廋棟偺偍榖偺懕偒偱偡丏
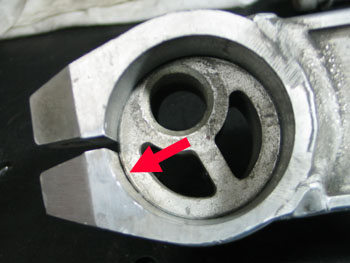
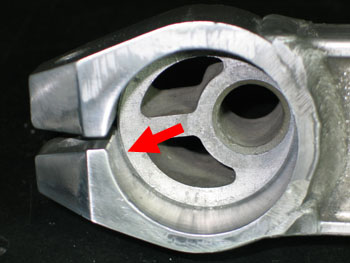
僗儕乕僽傪憓擖偟偨嵺偺寗娫偑婥偵側傝丆廋惓傪偡傞偨傔偵撪柺偵擏惙傝梟愙傪巤偟偨僄僉僙儞僩儕僢僋晹丏
変偑壠偵偼僼儔僀僗斦偑柍偄偺偱壗傜偐偺曽朄偱撪宎愗嶍傪峴偄巇忋偘側偗傟偽側傜側偔側傝傑偟偨丏
偦偺偁偨傝偺嶌嬈傪娷傔偨巇忋偘偺偍榖偱偡丏
|
|
|
 |
|
|
 |
恘偵側傝偦偆側傕偺傪扵偟偰偄傞偲巊傢側偔側偭偨 僞僢僾偑偁偭偨偺偱愭抂傪僌儔僀儞僟乕偱嶍偭偰恘暔偵 偟偰傒傑偟偨丏 愄偺慁斦偺怑恖偼帺暘偱僶僀僩傪嶌偭偰偄傑偟偨偑 崱偼岎姺幃偺僠僢僾偲側傝丆帺嶌偡傞恖偼彮側偔側偭偰 偄傞傛偆偱偡丏 媡偵儅僯傾僢僋側傾儅僠儏傾偺曽乆偺曽偑帺嶌偝傟偨傝 偟傑偡丏扙朮偱偡丏 偁傑傝抦幆偑側偄偺偱尒傛偆尒傑偹偱嶌偭偰傒傑偟偨丏 |
|
 |
偍庤惢偺僶僀僩傪庢傝晅偗偰傒偨偲偙傠丏 |
|
 |
 |
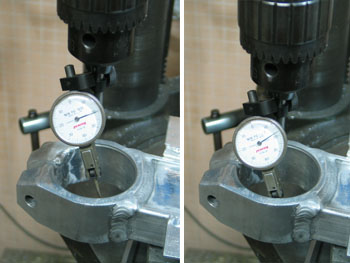
儃乕儖斦偵僥僗僩僀儞僕働乕僞傪庢傝晅偗偰僄僉僙儞僩儕僢僋偺撪柺傪寁應偟丆忋壓傪娷傔偨恈弌偟傪
峴偄傑偡丏
儃乕儖斦側偺偱倃倄僗僥乕僕偼側偔丆僶僀僗偵晘斅傪晘偄偨傝僠儍僢僉儞僌偟側偍偟偰偺恈偩偟嶌嬈偱偡丏
偙偙偱偺惛搙偼侾/侾侽侽乣俁/侾侽侽倣倣偱偡丏
僼儔僀僗斦偑梸偟偄偲偮偔偯偔巚偭偨傝偟傑偡丏
 |
 |
撪宎愗嶍偡傞嵺偵恘暔偺夞揮懍搙傪嬌掅懍偐傜崅懍傑偱帺桼偵曄偊偨偐偭偨偨傔庤帩偪偺僀儞僶乕僞傪
庢傝晅偗偰傒偨丏
傕偆廫擭埲忋慜偺怑応偺暐偄壓偘昳偱偟偨偑尦婥偵惂屼偟偰偔傟傑偟偨丏偲傝偁偊偢寢慄偟偰暻偵
傇傜壓偘偰偄傞偩偗側偺偱帪娫偑弌棃偨傜偪傖傫偲屌掕偟傛偆偐偲峫偊偰偄傑偡丏
 |
|
|
 |
恘愭偑暯傜偩偭偨偺偱愗嶍掞峈偑彮偟戝偒偔 幉僽儗偑彮偟弌偨偺偱丆愭抂傪彮偟愲傜偣偨 恘暔傪傕偆堦杮嶌偭偰傒傑偟偨丏 |
|
 |
擏惙傝晹暘埲奜傪弌棃傞偩偗愗嶍偟側偄傛偆偵 恘暔傪撍偒弌偟偰偄偒巇忋偘偺愗嶍傪峴偄傑偟偨偑 偦傟偱傕婔暘偐偼擏惙傝嬤朤偵傕僇僢僞乕儅乕僋偑 晅偄偰偟傑偭偰偄傑偡丏 崱巚偊偽恈偩偟偺嵺偵擏惙傝懁偵侾/100倣倣傎偳 婑偣傟偽傛偐偭偨偲崱婥晅偒傑偟偨丏 偙偺偁偨傝偑宱尡偺彮側偝偩偲巚偆偲偙傠偱偡丏 |
|
 |
懕偄偰儃儖僩偺嵗僌儕晹偺壛岺偱偡丏 梟愙偵傛傝嵡偑偭偰偟傑偭偨嵗僌儕偺廋暅偱偡丏 |
|
 |
杮棃側傜幨恀偺傛偆側乽捑傔僼儔僀僗乿偲屇偽傟傞 僣乕儖傪巊偭偰壛岺偟傑偡偑丆嵗僌儕宎偲壓寠宎偑 儈僗儅僢僠偩偭偨傝丆僪儕儖偺愭偑僱僕晹傑偱払偟偰 偟傑偆側偳晄搒崌偑偁傞偨傔巊偊傑偣傫丏 |
|
 |
 |
|
擸傫偩枛偵巚偄偮偄偨偺偑儂乕儖僜乕丏埲慜傕偙傟傪巊偭偰僄儞僕儞偺廋棟傪偟偨偙偲偑偁傝傑偟偨偑
崱搙偼嵗僌儕壛岺偵巊偄傑偡丏
慜夞摨條丆僙儞僞乕偺僪儕儖恘傪冇俇倣倣偺僔儍僼僩偵岎姺偟傑偡偑丆偦偙偼俵侾侽偺儃儖僩偑捠傞偨傔偺
寠偑偁偄偰偟傑偭偰偄傞偨傔偦偺傑傑偱偼僔儍僼僩傪曐帩偱偒傑偣傫丏
偦偙偱慁斦偱僽僢僔儞僌傪惢嶌偟寠宎傪崌傢偡帠偵偟傑偟偨丏
 |
僽僢僔儞僌傪擖傟傞偙偲偱儂乕儖僜乕偺幉傪 曐帩偡傞偙偲偑偱偒丆墶曽岦偺椡偵庛偄 儃乕儖斦偺僗僺儞僪儖傪曐岇偟偮偮丆壛岺拞偺 價價儕傪尭傜偡偙偲偑偱偒傑偡丏 |
|
 |
 |
|
僱僕偵懳偟偰惓妋偵嵗僌儕壛岺傪峴傢側偄偲堄枴偑側偄偺偱偳偆偟傛偆偐偲傑偨傑偨擸傒傑偟偨丏
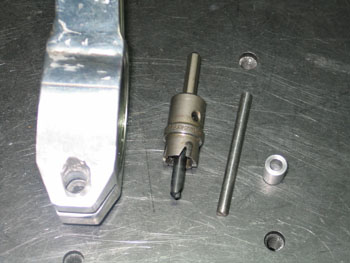
偦偙偱掲傔晅偗儃儖僩偺僱僕寠偵挿傔偺僉儍僢僾僗僋儕儏乕儃儖僩傪偹偠崬傒丆偦傟傪婎弨偵
僟僀儎儖僎乕僕傪巊偄恈弌偟傪峴偭偰傒傑偟偨丏
僉儍僢僾僗僋儕儏乕儃儖僩傪偦偺傑傑偹偠崬傫偱傕僈僞晅偔偺偱愭抂偵僔乕儖僥乕僾傪姫偄偰偄傑偡丏
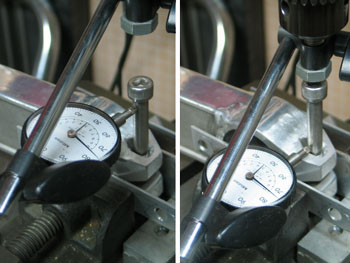 |
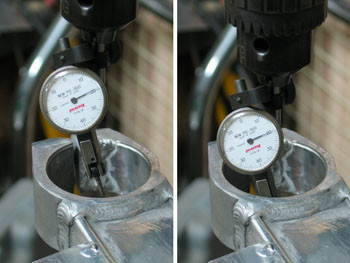
愭偢偼僶僀僗偵晘斅傪晘偄偰僋儔儞僾曽岦偵懳偡傞 捈妏傪弌偟偰偄傑偡丏 忋壓偱侾/侾侽侽倣倣偵廂傔偰偄傑偡丏 摨條偵僗僀儞僌傾乕儉偺挿庤曽岦偵懳偡傞 捈妏傪弌偟傑偡丏 偙偪傜偼僋儔儞僾傪彮偟娚傔偰偼偢傜偟偰偺 嶌嬈側偺偱旝柇側挷惍偑擄偟偄丒丒丒丏 |
|
 |
 |
|
捈妏偑偱偨傜儃儖僩偺廃埻傪應掕偟側偑傜儃乕儖斦偺僗僺儞僪儖偺僙儞僞乕偲崌偆傛偆偵
恈弌偟傪峴偄傑偡丏丂
慡廃埻偱俀乛侾侽侽倣倣偵廂傔偰偄傑偡丏
僉儍僢僾僗僋儕儏乕儃儖僩偺惛搙偼丠偲巚傢傟傞曽傕偍傜傟傞偲巚偄傑偡偑丆儃儖僩傪偹偠崬傫偱
應掕埵抲傪曄偊偰嵞應掕偟偰傕堄奜偲悢抣偼摨偠寢壥偱偟偨丏
偝偡偑崙嶻偺僱僕偼惛搙偑偄偄偱偡偹丏
 |
儂乕儖僜乕傪庢傝晅偗嵗柺傪愗嶍偟偰偄偒傑偡丏 儂乕儖僜乕偼敄斅梡側偺偱傾儖儈側偳傪偁偗傞偲 偡偖偵栚媗傑傝偡傞偺偱丆彮偟偁偗偰偼僉儕僐傪 庢傝彍偄偰彮偟偢偮僓僌偭偰峴偒傑偡丏 |
|
 |
嵗僌儕姰椆丏 側偍丆嵗柺偑峀偄偺偱冇侾俉倣倣偲冇侾俆倣倣偺 儂乕儖僜乕俀屄傪巊偄愗嶍偟偰偄傑偡丏 僶僀僗偐傜奜偟偰嵟廔巇忋偘傪峴偄傑偡丏 |
|
 |
撪柺偼撪宎愗嶍帪偵晅偄偨僇僢僞乕儅乕僋傪 懴悈儁乕僷乕偱惍偊偰偄傑偡丏 |
|
 |
傗傝捈偟偨屻偺僗儕乕僽偲偺娫偺寗娫 丂丂丂丂丂梟愙捈屻偵惗偠偨寗娫 |
|
 |
尦偑僶僼妡偗偟偰偄傑偟偨偺偱儀儖僩僒儞僟乕偱 奜宍傪惍偊僆乕價僟儖僒儞僟乕偲僌儔僀儞僟乕偱 僶僼妡偗偟偰偄傑偡丏 |
|
 |
 |
|
僽儗乕僉偺僩儖僋儘僢僪偺屌掕晹偺梟愙晹偼儕儏乕僞乕偱嶍偭偰傕拞傑偱憙偩傜偗丏
斶嶴側傕偺偱偡丏
壓庤側梟愙偱偡偑憙偑弌側偄傛偆偵婥傪偮偗偰梟愙偟偰偄傑偡丏

偙傟偱堦墳嶌嬈偼姰椆偱偡丏
婯掕僩儖僋偱掲傔晅偗偨傜偳偆側傞偐彮乆晄埨偑偁傞偨傔傑偩僥僗僩偼偟偰偄傑偣傫丏
偦傟偼僶僀僋壆偝傫偵偍搉偟偡傞偲偒偵偱傕偟傛偆偐偲巚偭偰偄傑偡丏
壗屘偐偲偄偆偲丆尒偣傞慜偵僷僉偭偰妱傟偨傜棫偪捈傟偦偆偵側偄偺偱偹丏
僶僀僋壆偺I條偵偼挿偄娫偍懸偨偣偟戝曄怽偟栿偁傝傑偣傫偱偟偨丏偛枮懌偟偰偄偨偩偗傞
巇忋偑傝偵側偭偰偄傞偐晄埨偱偡偑偙傟偐傜傕媂偟偔偍婅偄偟傑偡丏
嵟屻偵丒丒丒
変偑壠偺儃乕儖斦偼杮棃偺梡搑埲奜偺巊偄曽偑懡偔丆尒偰偄偰偐傢偄偦偆偵側傝傑偡丏
偦傠偦傠杮摉偵僼儔僀僗斦偑柍偄偲僟儊偩偲巚偆崱擔偙偺崰偱偡丏
 |
丂杚栰僼儔僀僗惢嶌強偺僇僞儘僌偐傜堷梡 |
乽悽奅偺儅僉僲乿偲徧偝傟傞僼儔僀僗斦偺儊乕僇乕丏
偄偮偐庤偵擖傟傜傟傞傛偆婃挘傝傑偡丏
椙偄婡夿偵晧偗側偄巇帠偑偱偒傟偽偙傫側岾偣偼側偄偱偡丏
挿乆偲偛棗捀偒偁傝偑偲偆偛偞偄傑偟偨丏
偙偺偍榖偺巒傑傝偼
乽僇儚僒僉嬻椻GP倸1100偺妱傟偨僗僀儞僌傾乕儉偺廋棟偺偍榖丂偦偺侾乿偱偡丏
| 岺嶌偺晹壆俿俷俹偵栠傞 | HOME傊 |
