|
|
|
 |
|
キャリアの製作で一番悩むのが車体のどこに
固定するかです.
出来ればあまり車体側に加工を施したく
ないので,どこでかに固定するポイントが
無いかをよく考えます.
大切な家族を乗せるのですから,丈夫でかつ,
使い勝手を考えて検討します. |
|
|
|
 |
|
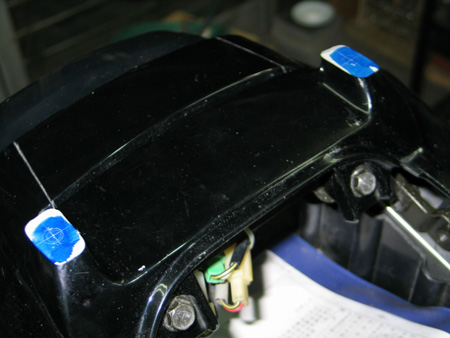
ZZ-R1100Dのテールカウルにはしっかりした
テールグリップ(タンデム用グリップ)が
あるのでこれと,タンデムステップを利用します. |
|
|
|
 |
|
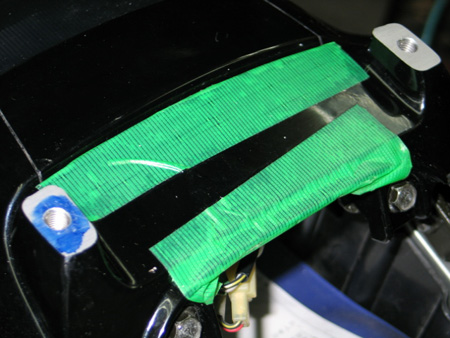
アルミ製のタンデムグリップなので肉厚のある
部分にネジを設けてこれをベースにキャリアを
固定します.
地面に平行になるように,かつ腰高にならない
ように1ミリでも低くなるように切断します. |
|
|
|
 |
|
バイクの取り付けるとこんな感じです. |
|
|
|
 |
|
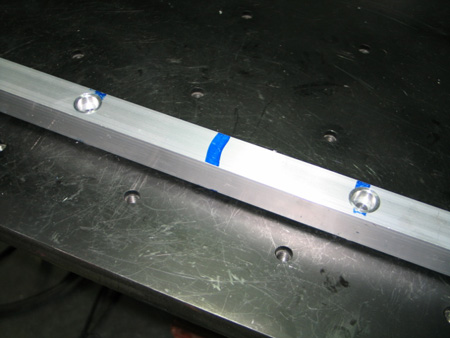
グリップ部を切断した部分にキャリア固定用の
メネジを作ります.
切断面の中心が肉厚の中心ではないので
肉厚が均等になる位置にケガキを入れています.
小さなことですが一つ一つにその妥当性を
考えるのは大切なことだと思います. |
|
|
|
 |
|
傾斜バイスを使い断面に対して垂直になるように
角度を調整します.
傾斜バイスも工業用の本物は数十万円くらい
しますが,これは輸入品のホビー用なので
7000円もしない価格で売っています.
本物には敵いませんがホビーとしては十分に
使えると思います.
こんなのが安く買えるなって便利な世の中に
なったものです. |
|
|
|
 |
|
一気にあけずに小径ドリルから順に
大きくしていきます. |
|
|
|
 |
|
ネジのサイズはM8ですがネジ強度を
上げるためヘリサートを入れています. |
|
|
|
 |
|
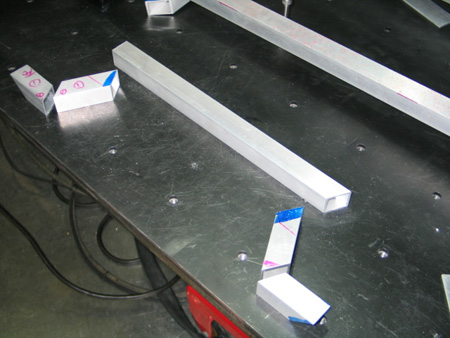
骨組みとなる角パイプを置いて全体像の
イメージを深めます.
なお,使用するアルミはA6063の
25×25×2mmの角パイプです.
私が入手できる25角で一番厚みのある
角パイプになります. |
|
|
|
 |
|
アルミの棒材を旋盤で切削しブッシュ
(カラー)を製作します. |
|
|
|
 |
|
溶接するため材料はアルミのA5056を
選択しています. |
|
|
|
 |
|
角パイプにブッシュ用の通し穴をあけます. |
|
|
|
 |
|
パイプ材をボルトで固定する場合,そのまま
では,パイプ材が変形し十分な締め付けが
できません.
強度が必要な箇所には面倒でもブッシュを
入れパイプ材が潰れないようにします.
このブッシュは荷物を載せる側(表側)に
なるためボルトの頭が出ないように
沈めフライスで座ぐっています.
|
|
|
|
 |
|
テールグリップに仮付けし確認します.
設計図を書いてから製作するのが難しい
作品なので,その都度仮組みして全体像を
つかみながら,次の部品を製作して
いきます.
キットパーツを組み付けるのと異なり,
こういったイメージ作業が一番難しいのでは
ないかと思います.
|
|
|
|
 |
|
外枠となる部分の製作です.
重心が後になるとフロント荷重が抜けて
ステアリングが振られるので,座った際の
背中(お尻)とのクリアランスを保ちつつ,
出来るだけ前方になるように位置を決めます.
ちなみに前方側の角パイプをこのまま溶接
してしまうとシートが外れなくなってしまうため
形状を検討します.
なので現時点では置いているだけです. |
|
|
|
 |
|
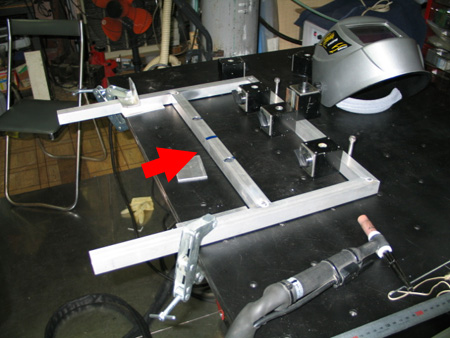
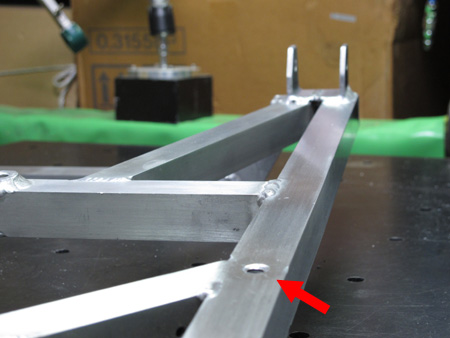
赤い矢印の角パイプがテールグリップに
固定される部分です.
角度や寸法に狂いが無いように溶接定盤の
上に固定しTIGで仮付けしていきます.
|
|
|
|
 |
|
シートが外れるようにするために前方側の
パイプを形状を角度切りしてオフセット形状と
なるように製作します.
オフセット量は実際にシートの何度も
着脱させて無理のない寸法を探します. |
|
|
|
 |
|
前方側のパイプが上側にオフセットして
いるためシートを外して隙間から抜き取る
ことができます.
問題がなければ本溶接をします. |
|
|
|
 |
|
後から見たらこんな感じです.
|
|
|
|
 |
|
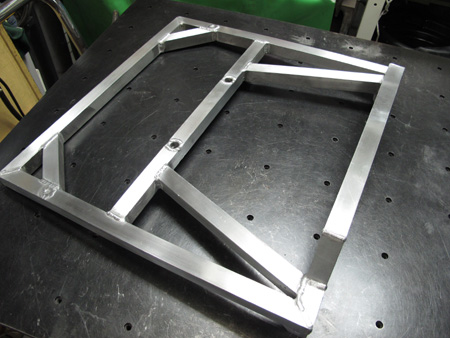
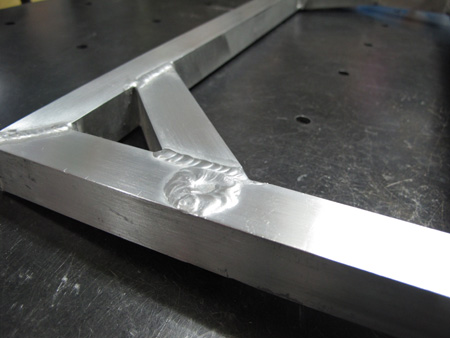
剛性をあげるために補強を入れます.
補強の入れ方ですが,素人の私には
明確な知識がないため,キャリアの
気持ちになって入れる場所を決めています.
単純な平面の四角いキャリアなら四隅などに
短い補強をいれればいいですが,今回は
シートの逃がしを考慮した形状なので
補強も変則な入れ方になっています. |
|
|
|
 |
|
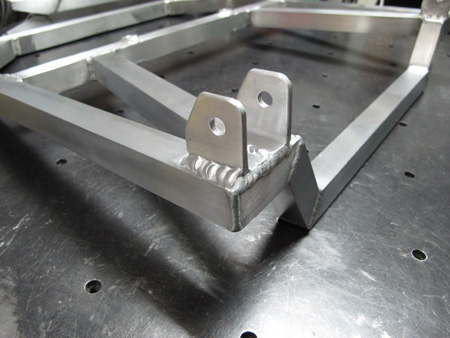
後述しますが今回は脚と枠を分割構造で
製作します.
これは前側の脚の受け部に使う部品です.
一体構造より丈夫に作る必要があるため
4mm厚のアングル材を使用しています. |
|
|
|
 |
|
前側の脚の固定部です.
スイングアームの二本サスの受けの
ような構造です.
アングル材を使用したのは,アルミ板で
単純なプレートを作って溶接するより,
強度が出ると思ったためです.
|
|
|
|
 |
|
後ろ側の脚は下からボルトで固定するため
ネジ部にヘリサートを入れたブッシュ(カラー)を
入れて上と下の両面から溶接します.
脚と面当たりして固定させるため溶接後,
ツライチ(面一)になるように表面を削って
います.(写真は天地逆になっています) |
|
|
|
 |
|
表側からみたブッシュの溶接状態です.
出来るだけ平坦になるように溶加棒を
入れぎみで溶接し,表面にビートが
出なくても強度がでるように溶接します. |
