ご自身でエンジンをいじられる方で,思い入れのある
バイクのためアルミの接着剤やアルミ溶接棒などを
試されたそうですが強度が足りず,近所の鉄工所を
当たったけれど無理との事で連絡されて来られました.
私も必ず出来るとお約束は出来ませんでしたが他に
手段が無いという事でチャレンジさせていただく事に.
今回はZ1に続きマッハ750ssのエンジンの修理の
お話です.

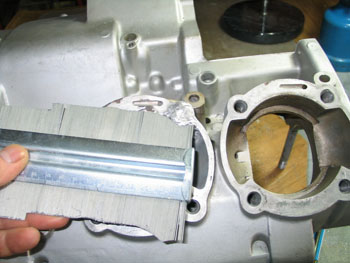
メールで頂いた写真.オーナーは群馬の「ムラさん」
写真をいただけると修理のイメージが湧きやすいので
助かります.
| 工作の部屋TOPに戻る | HOMEへ |
カワサキ マッハ750ssの割れた
クランクケース・スタッドボルト穴の修理のお話 その1
ある日「Z1のクランクケースの修理のお話」を見たという方からクランクケースのスタッドボルトのネジ穴が
割れてしまいそれをアルミ溶接で肉盛修理できないかと,写真を添えて相談のメールを頂いた.
車種はカワサキの名車「ナナハン・マッハ」,実物こそ見たことは無いものの2スト(2サイクル)・750ccという
何ともすごいマシンだと言う事は知っていました.
ご自身でエンジンをいじられる方で,思い入れのある バイクのためアルミの接着剤やアルミ溶接棒などを 試されたそうですが強度が足りず,近所の鉄工所を 当たったけれど無理との事で連絡されて来られました. 私も必ず出来るとお約束は出来ませんでしたが他に 手段が無いという事でチャレンジさせていただく事に. 今回はZ1に続きマッハ750ssのエンジンの修理の お話です. |
|
|
|
メールで頂いた写真.オーナーは群馬の「ムラさん」 |
||
 |
群馬から送られてきたアッパー側のクランクケース. 始めて見る2ストローク(2サイクル)750ccのエンジン. 20年ほど前に,友人がヤマハのRZ250に乗って いたが,独学でポートを削りRZ350Rのピストンを 組んだのを乗せてもらった事があった. 当時は今ほど情報が無い時代だったが,独自の 流体力学に基づいて作ったそのエンジンは前のめりに 乗っても3速まで加速でウイリーするくらいすごかったのを 覚えている. 750ccの2ストってどんなんだろうと思ってしまう. |
|
 |
スタッドボルトを抜く際に割れたネジ穴 Z1のときもそうだったがこの年代のカワサキを始め旧車の 素材劣化はかなり進んでいると思う. 作業中に油汚れなどが付着しないように,先ずは全体を パーツクリーナーで洗浄する. |
|
 |
溶接のトーチが届かないとしっかりした肉盛溶接が 出来ないため周辺をリューターで削り落とす. 割れていないところまで削り落とす必要があるため, オイルラインや残る肉厚を考えて作業を行う. そのやり方は明確な決まりがあるわけではなく(本当は あるのかも知れませんが・・・),母体(クランクケース)の 肉厚と溶接機のトーチの入り方をイメージして削っている. 遠慮して少しだけ削ると必ずトーチが入らず再度削り なおしとなって無駄な熱を入れなければならないので 大胆かつ繊細にといった感じでしょうか. 私も何度やっても緊張し不安で一杯です. |
|
 |
削っている途中でクラックを見つけた. 本当に素材劣化は進んでいる思う. このままではトーチが入らないのでどの道このクラックも 削り落とします. |
|
 |
間口を広げてトーチが奥まで届くように削った. 溶接の際に不純物が入り込まないように周辺も スコッチブライトで磨いている. |
|
 |
母体が大きいので二個のバーナーを使い遠炎で 予熱する. このまま溶接に入るので先にスタッドボルトの 穴を使いアングル材を取り付けてそれでアースを 取っている. |
|
 |
|
|
 |
角度を変えて見たところ. クランク室下側まで溶接した. |
|
 |
型取りゲージを使い隣のクランクケースの形状を 写し取る. |
|
 |
削る箇所にあてがい形状をマーキングする. |
|
 |
φ6mmとφ3mmの砥石と超硬バーを使い分けて形状を 再現する. 砥石を色々使いながら作業するのでリューターも複数 欲しいところ. ちなみに私の持っているリューターも先端ビットも ストレート製の安価なモノです. |
|
 |
削りすぎないように少しずつ様子を見ながら・・・ |
|
 |
削り具合を確認しながら作業を進める. 削ってはゲージを当てて確認,また削ってはゲージを 当てて確認. そんな地味な作業の繰り返しです. それなりの形状になっているがもう少し追い込んでいく. |
|
 |
持ち合わせの砥石の形状ではクランクケース室の 形状と合っていないためドレッサーを使って砥石の 形状を変える. |
|
 |
 |
|
|
ようやくそれなりに復元できたので仕上げにかかる. |
||
 |
前述の溶接界面のくぼみと溶接の際に出来た巣穴を 局所的に溶接し埋める. 失敗するとメルトダウンを起こしてどんどん周囲が 溶け落ちてしまう. 鋳物なのでどうしても溶接の際に巣穴が出来てしまうのは ある程度は止むを得ない所だが,出来る範囲で巣穴も 埋める. |
|
 |
|
|
 |
|
|
 |
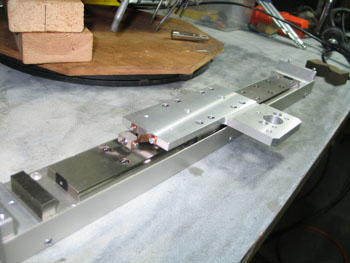
クランクケースの上にステージを載せて,LMガイドに 布ペーパーを付けたVブロックをシャコ万を固定し, LMガイドを往復させる事で表面を研磨することにした. |
|
 |
|
|
 |
Vブロックの高さを微妙に下げていき薄皮一枚残して 研磨した. |
|
 |
最終的にはオイルストーンで面(つら)をあわした. |
|
 |
ブランク状態のスタッドボルト穴部が復元できた. |
|
|
長くなってきたのでスタッドボルトのネジ穴加工のお話は |
| 工作の部屋TOPに戻る | HOMEへ |